-
Model Resin은 크라운 및 브리지 모델을 만들기 위해 특별히 고안된 매우 정확한 재료입니다. 이러한 유형의 모델을 인쇄 할 때 정확하고 정확한 결과를 보장하려면 Formlabs 애플리케이션 가이드의 권장 워크 플로를 따르세요.
- 양식 2 : 양식 2를 사용하여 크라운 및 브리지 모델 3D 프린팅 [en]
- 양식 3B : 치과 수복 모델 제작에 대한 소개 및 개요 [en]
Model Resin은 25 마이크론, 50 마이크론, 100 마이크론 (양식 2, 양식 3 / 양식 3B) 및 140 마이크론 (양식 2)으로 인쇄합니다.
필요한 자원
제 3 자 제작
- 치과 디자인 소프트웨어 (CAD)
- 이미징 및 스캐닝 시스템 (구강 또는 데스크탑 광학 스캐너)
- 경화 후 챔버 (권장 : Form Cure 또는 NextDent LC-3DPrint 상자)
워크 플로 개요
주의:
이것은이 수지에 대한 Formlabs 애플리케이션 가이드의 지침을 축약 한 버전입니다. Model Resin의 디자인, 설정 및 부품 방향에 대한 자세한 지침은 애플리케이션 가이드를 참조하십시오.
주사
치료를 계획하고 모델을 설계하려면 구강 스캐너를 사용하여 환자의 치열을 직접 스캔하거나 PVS 인상에서 데스크톱 광학 스캐너를 사용합니다.
디자인
인쇄하기 전에 치과 용 CAD 소프트웨어 패키지를 사용하여 모델을 처리하고 디자인하십시오. STL 파일 내보내기가 열려 있고 선호하는 모델 유형을 설계하는 데 도움이되는 소프트웨어를 선택하십시오. 정확한 설계 단계는 소프트웨어 패키지마다 다르므로 환자 스캔에서 모델을 생성하는 방법에 대한 자세한 내용은 소프트웨어 제공 업체에 문의하십시오.
CAD 소프트웨어 내에서 다음 기본 단계에 따라 인쇄용 모델을 설계하고 준비하십시오.
- 스캔 가져 오기
- 스캔 데이터 트리밍
- 스캔 섹션 및 여백 선 표시
- 다이 생성
- 모델 생성
- 디지털 모델을 STL 또는 OBJ 파일 형식으로 내보내기
탈착식 다이에 대한 설계 설정
Model Resin은 빌드 플랫폼에서 직접 인쇄하도록 독특하게 설계되었습니다. 가장 쉬운 인쇄와 최상의 결과를 얻으려면 각 다이와 모델의 바닥면이 평평한 지 확인하십시오. Formlabs SLA 프린터에서 인쇄하려면 스탠드 오프 핀을 사용해야하므로 초기 레이어 압축이 다이의 맞춤에 영향을주지 않습니다.
애플리케이션 가이드의 권장 다이 및 모델 설계 설정을 따라 제거 가능한 다이가 크라운 및 브리지 모델에 단단하고 일관되게 맞도록하십시오.
- 양식 2 : 양식 2를 사용하여 크라운 및 브리지 모델 3D 프린팅 [en]
- 양식 3B : 치과 수복 모델 제작에 대한 소개 및 개요 [en]
설정을 수동으로 입력 및 변경하거나 사전 설정 파일을 다운로드합니다.
수동으로 다이 및 모델 설계 설정 변경
다이 및 모델 설정을 결정하거나 변경할 때 다음 매개 변수를 고려하십시오.
다이 형상
Formlabs SLA 프린터에서 인쇄하려면 핀을 사용해야합니다. 인쇄 순서로 인해 Z 축 정확도는 처음 1.0–1.5mm 인쇄 후 가장 신뢰할 수 있습니다. 핀을 사용하면 이러한 초기 레이어 위의 보조 표면이 정지 표면 역할을 할 수 있으며, 그 후에는 다이가 Z 축에서 정확 해집니다.
인터페이스
치과 용 CAD 소프트웨어 내에서 다음 매개 변수를 구성하십시오.
- 다이-모델 간격 은 다이가 일관되게 삽입 될 수있을만큼 충분히 커야하지만 여전히 잘 맞을만큼 충분히 작아야합니다. Die-to-Model Gap을 늘리면 Die Fit이 느슨해집니다. 너무 많이 줄이면 다이가 일관되지 않게 삽입됩니다.
- 에서 3Shape 치과 시스템 의 설정 다이 - 투 - 모델 간격을 0.23 mm로하고, 조정 마찰 바 오버랩을 필요에 따라.
- exocad에서 Plateless Model Design 대화 상자를 연 다음 Horizontal Shaft Gap 설정을 조정 하여 Die-to-Model Gap 을 최적화합니다 .
- 다른 CAD 소프트웨어에서는 Die-to-Model Gap 을 0.05mm 로 설정하여 시작하고 필요에 따라 조정합니다.
- Friction Bar Overlap 설정 은 반복적 인 삽입에 필요한 최소 Die-to-Model Gap 을 유지하면서 마찰 바가 다이가 단단히 맞을만큼 충분히 커지도록 합니다. Friction Bar Overlap을 늘리면 각 다이의 핏이 견고 해집니다. Friction Bar Overlap 을 0.03mm 로 설정 한 다음 필요에 따라 0.015mm 단위로 느슨하게하거나 조여 맞춤을 조정합니다.
- Friction Bar 너비 와 Friction Bar의 수 는 다이 크기에 따라 다릅니다. 마찰 막대 폭 이 0.8mm 인 벽당 2 개의 마찰 막대 (총 8 개)를 구성합니다 . 다이가 너무 작아 벽당 두 개의 마찰 막대를 수용 할 수없는 경우 벽당 하나의 마찰 막대를 구성합니다.
- 측면 배출 구멍 은 다이가 완전히 장착되었는지 확인하는 데 도움이 될 수 있습니다. 3.0mm 직경의 측면 배출 구멍 을 구성 합니다. 사이드 이젝션 구멍 설정에 맞게 영향을주지 않습니다.
- 크기에 대한 마찰 조정 및 각도에 대한 마찰 조정을 통해 작은 다이와 대형 다이 및 더 높은 각도의 다이에 대해 서로 다른 Friction Bar Overlap 설정을 정의 할 수 있습니다. 크기 에 대해 마이너스 마찰 조정을 선택 하여 작은 다이 대 대형 다이에 대해 더 높은 마찰 막대 겹침 을 만듭니다 . 각도 에 대해 양의 마찰 조정을 선택 하여 각도 가 높은 다이에 대해 더 높은 마찰 막대 겹침 을 만듭니다 .
이러한 수동 구성 가능한 매개 변수에 대한 자세한 내용은 소프트웨어 제공 업체 / 리셀러, 3Shape 또는 exocad 에 문의 하여 지원을 받으십시오 .
다이 핏 조정
모델 준비 소프트웨어의 조정
3Shape Model Builder ™에서 Formlabs DME 사전 설정 파일을 사용하여 모델을 인쇄합니다.
가장 적합한 것을 찾기 위해 필요에 따라 Friction Bar Overlap 을 조정 합니다. 증가 마찰 바 오버랩을 다이가 너무 느슨한 경우 0.015 mm 단위로; 감소 마찰 바 오버랩을 다이가 너무 꽉 경우 0.015 mm 단위로.
다른 소프트웨어에서는 0.05mm Die-to-Model Gap으로 시작 합니다. 다이가 너무 느슨하면 다이 -모델 갭 의 크기를 줄이고, 다이가 너무 빡빡하면 다이 -모델 갭 의 크기를 늘 립니다.
3Shape 사전 설정 파일
현재 DME 사전 설정 파일에는 세 가지 재질 설정이 있습니다. 각 설정으로 모델을 테스트하여 각 용도에 가장 적합한 것을 찾습니다.
exocad 사전 설정 파일
exocad DentalCAD 2.2 Valletta부터 exocad Model Creator 모듈은 Model Resin으로 인쇄 할 때 다양한 레이어 두께에 대한 사전 설정 파일을 제공합니다. exocad에서 탈착식 다이가있는 모델에 대한 Formlabs 특정 설정을 선택합니다. Formlabs 사전 설정 라이브러리를 추가로 개선하고 확장하기위한 질문이나 의견은 exocad 에 문의하십시오.
인쇄
1 단계 : PreForm에서 스캔 열기
스캔을 STL 또는 OBJ 파일로 저장 한 후 메뉴 모음에서 파일> 열기 를 클릭하여 각 파일을 개별적으로 엽니 다 .
2 단계 : 모델 방향 지정 및 인쇄 설정 선택
팔로우 Formlabs이 지시하는 모델의 방향을 , 프리폼의를 필요한 지원을 생성 및 인쇄 설정을 선택합니다 :
- 클릭 선택 자료를 ... 하고 모델의 바닥면을 클릭합니다. 선택한면이 빌드 플랫폼과 평행이되어 최대한의 접촉을 보장합니다.
- 프로필에서 모델을 검사 하도록 뷰 를 변경하고 모델의베이스가 빌드 플랫폼에 대해 플러시되는지 확인합니다.
- 모델의베이스가 빌드 플랫폼과 같은 높이가 아닌 경우 완전히 평평한베이스가 생성 될 때까지 Early Layer Merge를 조정 합니다.
노트 :
모델의 방향을 지정하면 현재 지원 설정이 모두 제거되고 지원을 다시 생성해야합니다.
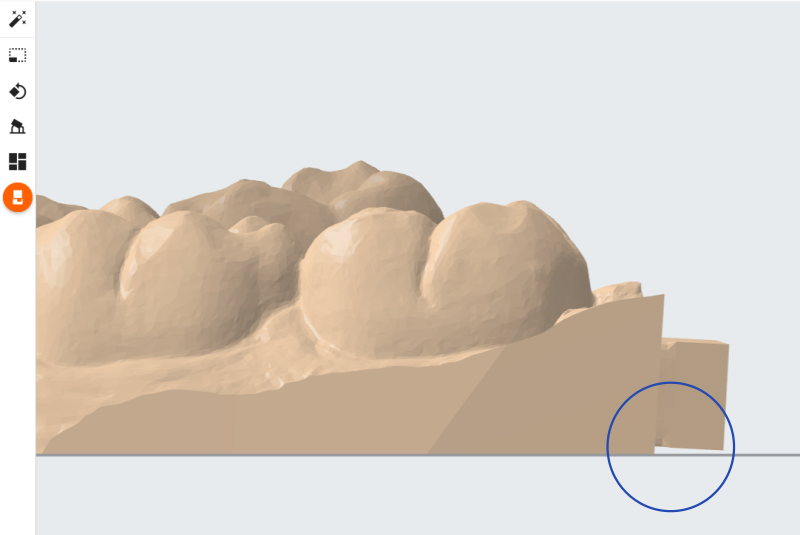 왼쪽 : 교합기 마운트의 가장 낮은 지점은 나머지 모델 위에 있으며 마운트와 빌드 플랫폼 사이에 간격을 만듭니다.
왼쪽 : 교합기 마운트의 가장 낮은 지점은 나머지 모델 위에 있으며 마운트와 빌드 플랫폼 사이에 간격을 만듭니다. 오른쪽 : 전체 모델 (아치와 마운트 모두)이 빌드 플랫폼에 완전히 닿을 때까지 Early Layer Merge 값 을 올리면 모델의 돌출부가 고정됩니다 .
오른쪽 : 전체 모델 (아치와 마운트 모두)이 빌드 플랫폼에 완전히 닿을 때까지 Early Layer Merge 값 을 올리면 모델의 돌출부가 고정됩니다 . 왼쪽 : 교합기 마운트의 가장 낮은 지점은 나머지 모델의 수준 아래에 있으며 모델과 빌드 플랫폼 사이에 간격을 만듭니다.
왼쪽 : 교합기 마운트의 가장 낮은 지점은 나머지 모델의 수준 아래에 있으며 모델과 빌드 플랫폼 사이에 간격을 만듭니다.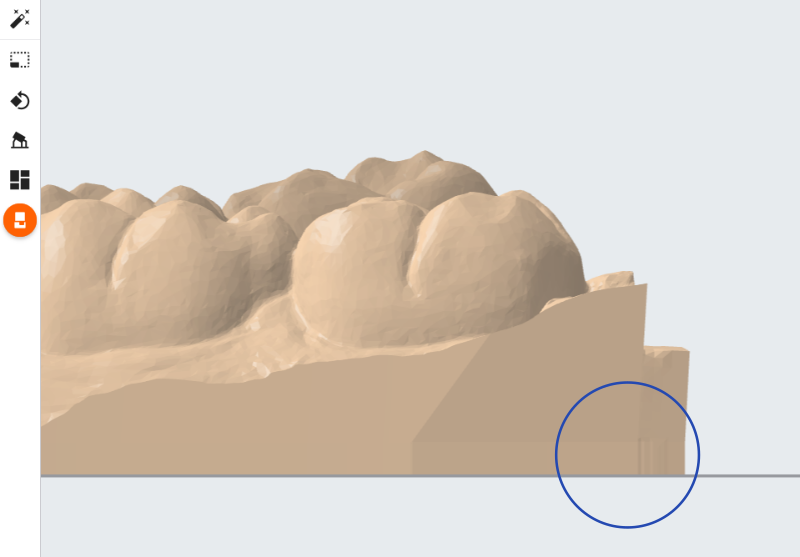 오른쪽 : 전체 모델 (아치와 마운트 모두)이 빌드 플랫폼에 완전히 닿을 때까지 Early Layer Merge 값 을 올리면 모델의 돌출부가 고정됩니다 .
오른쪽 : 전체 모델 (아치와 마운트 모두)이 빌드 플랫폼에 완전히 닿을 때까지 Early Layer Merge 값 을 올리면 모델의 돌출부가 고정됩니다 .3 단계 : 모델 슬라이스
PreForm의 오른쪽에있는 슬라이더를 드래그하여 모델을 레이어별로 "슬라이스"합니다. 초기 한 자릿수 레이어를 검사하여 모델의 모든 기반이 빌드 플랫폼에 플러시되는지 확인합니다.

교합기가 돌출되어 제작 플랫폼에 닿지 않아 인쇄 실패로 이어지는 지원되지 않는 최소값이 생성됩니다. 모델의 초기 레이어를 분할 할 때 지원 부족이 더욱 명확 해집니다.
4 단계 : 다이에 수동으로지지 추가
다이의 핀 직경이 3000 미크론 미만인 경우 수동으로 베이스 핀에 지지대 를 추가합니다 . 지지대가 다이의 기본 핀에만 닿고 지지대가 다이 소켓 내부에 닿지 않도록합니다.
주의:
서포트에는 샌딩 또는 서포트 마크 편집이 필요합니다. 잘못 배치되거나 잘 청소되지 않은 지지대는 다이 및 모델의 맞춤에 영향을 미칠 수 있습니다.
 왼쪽 : 적절하게지지 된 다이는 핀에만 지지대가 있습니다.
왼쪽 : 적절하게지지 된 다이는 핀에만 지지대가 있습니다. 오른쪽 : 제대로지지되지 않은 다이에는 다이 표면에 지지대가 있습니다.
오른쪽 : 제대로지지되지 않은 다이에는 다이 표면에 지지대가 있습니다.5 단계 : 지원 모델
아치가 비스듬히 인쇄 된 경우에만 지지대를 추가하십시오. 비스듬히 아치를 인쇄하면 빌드 플랫폼에 더 많은 모델을 맞출 수 있지만 인쇄 시간과 치수가 부정확 할 위험이 크게 늘어납니다. 빌드 플랫폼에 아치를 평평하게 인쇄하여 인쇄 시간과 후 처리를 줄이는 것을 고려하십시오. 빌드 플랫폼에 직접 인쇄 된 아치는 지원되지 않아야합니다.
주의:
수동으로 지지대를 추가하여 지지대가 아치의 다이 소켓 내부를 만져 피팅을 손상시키지 않도록합니다.
 왼쪽 : 다이에 완벽하게 맞도록 소켓 내에 지지대가 없습니다.
왼쪽 : 다이에 완벽하게 맞도록 소켓 내에 지지대가 없습니다.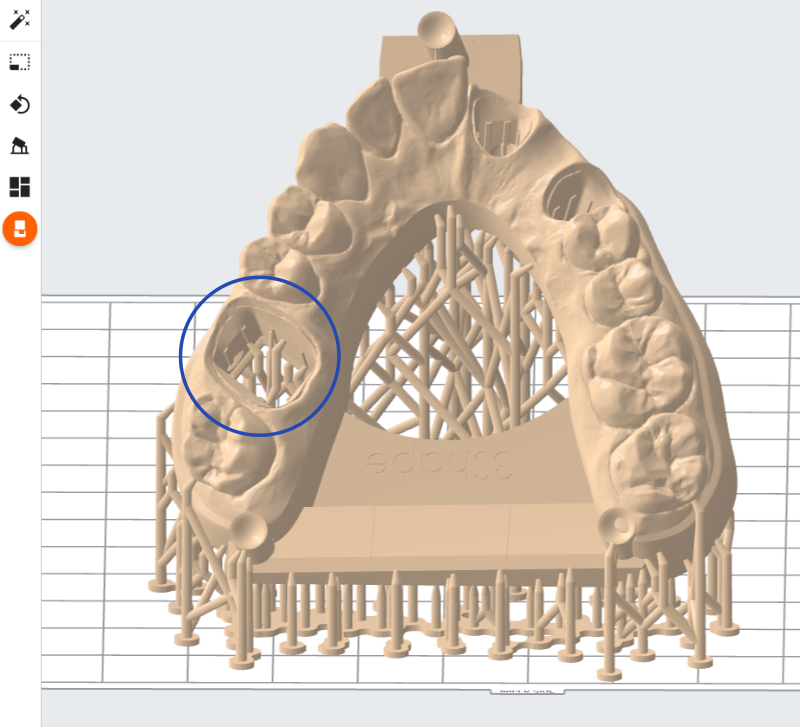 오른쪽 : 소켓 내부의 지지대는 제거를 어렵게 만들고 다이의 맞춤에 영향을줍니다.
오른쪽 : 소켓 내부의 지지대는 제거를 어렵게 만들고 다이의 맞춤에 영향을줍니다.6 단계 : 인쇄 설정 정의
50 미크론 레이어 두께는 매우 정확하며 25 미크론 인쇄 설정보다 두 배 빠른 속도로 인쇄합니다.
7 단계 : 카트리지를 흔들고 탱크 확인
최상의 결과를 얻으려면 Model Resin 전용 수지 탱크를 유지하십시오. Model Resin으로 프린트를 시작하기 전에 레진 카트리지를 흔들고 탱크에서 레진을 저어줍니다. 이렇게하면 안료가 적절하게 혼합됩니다.
팁:
혼합되지 않은 모델 수지는 인쇄 된 부분의 색상 변화를 유발합니다.
8 단계 : 프린터로 보내기
모든 모델이 PreForm에서 올바르게 구성되면 FORM 파일을 저장하고 인쇄 작업 이름을 선택한 다음 인쇄 작업을 프린터로 보냅니다 .
9 단계 : 인쇄 확인
인쇄를 시작하려면 프린터의 터치 스크린에서 업로드 된 인쇄 작업을 확인합니다.
10 단계 : 탱크를 교체해야하는지 확인
- 형태 2 : 시간이 지남에 따라 형태 2 표준 수지 탱크의 탄성 층 이 마모되어 흐려 집니다. 이는 인쇄 품질과 정확성에 부정적인 영향을 미칩니다. 최상의 인쇄 결과를 얻으려면 Form 2 표준 수지 탱크를 Model Resin의 각 카트리지로 교체하십시오. 레진 탱크는 인쇄 결과가 허용되는 한 1 리터 후에도 인쇄에 사용할 수 있습니다.
- Form 3B : 필름이 약간 마모되거나 긁힌 경우 PreForm의 레이아웃 을 클릭 하여 모델을 마모되거나 긁힌 영역 밖으로 이동합니다. 필름의 과도한 마모 나 긁힘이 인쇄 품질에 영향을 미치는 경우 탱크를 교체하십시오. 또한 필름에 구멍, 절단 또는 홈이 있거나 수명 을 초과 한 경우 탱크를 교체하십시오 .
마무리 손질
빌드 플랫폼에서 평평한 부품을 제거 할 때 마감 키트에 포함 된 플러시 커터를 사용하여 모서리 가장자리에서 모델을 분리하는 것이 좋습니다. 부품 제거 도구를 사용하여 모서리가 모따기 된 부품 을 분리하고 스크레이퍼를 사용하여 제작 플랫폼에서 다이를 분리합니다.
Model Resin으로 인쇄 된 부품을 원하는 용매에 10 분 동안 세척 합니다 . 폼 워시 설정된 시간 후에 조로부터 용매를 제거합니다 욕조 부품을 교반하는. 모델을 면밀히 검사하여 경화되지 않은 모든 수지가 제거되었는지 확인합니다. IPA 와 같은 휘발성 용매와 함께 Form Wash를 사용하는 경우 후 경화 전에 부품을 완전히 건조 시키십시오. TPM 과 같이 쉽게 증발하지 않는 용매의 경우 인쇄물을 완전히 건조시키고 남은 TPM이 모두 용해 될 때까지 물이나 IPA로 헹구십시오. 후 경화 전에 부품을 완전히 건조 시키십시오.
해당하는 경우지지 구조를 제거한 다음 파일 또는 핸드 피스를 사용하여 지지 접점 을 샌딩하십시오 . 파일이나 회전하는 핸드 피스를 사용하여 부품 바닥에 인쇄되는 작은 스커트와 같은 특징을 제거합니다. 큰 스커트는 다이 삽입을 차단할 수 있습니다.
후 처리 조정
다이가 너무 꽉 끼는 경우 스프레이 또는 산화 티타늄 스프레이와 같은 미세 분말을 여백 아래에 분사하여 표면을 약간 윤활하고 적합을 개선합니다. Quickcheck 및 Occlude는 일반적인 브랜드입니다. 미세한 분말 스프레이는 타이트한 핏으로 다이를 윤활하는 데 권장되지만 모델이 예상대로 맞는 경우에는 필요하지 않습니다.
경화 후 요구 사항
경화 후 권장 사항 은 지원 문서 양식 경화 시간 및 온도 설정 을 참조하십시오 .
추가 자료
- 양식 2 : 양식 2 [ en ] [ de ] [ fr ]의 3D 프린팅 크라운 및 브리지 모델
- 양식 3B : 치과 수복 모델 제작에 대한 소개 및 개요 [en]
- 3Shape 사전 설정 파일
게시일 : 2020 년 8 월 12 일